
Линия для производства полок стеллажей.
Производство полок для стеллажных конструкций.
Полностью автоматизированная линия с возможностью изменения ширины и длины полки. Производительность линии 30 метров в минуту с возможностью увеличения до 50метров в минуту.
В состав линии входят: разматыватель штрипса, пресс автомат для вырубки окон, универсальный прокатный стан холодной гибки профиля и штамповочно-отрезное устройство. Линия прокатки холодногнутого профиля предназначена для изготовления металлического профиля любой конфигурации.
Легко перестраивается на другой типоразмер.
Комплектация:
| Приводной разматыватель штрипса | 1 |
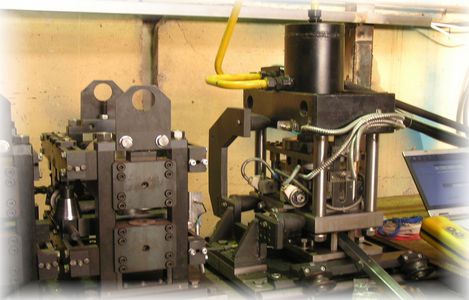
| Пресс автомат для вырубки окон | 1 |
| Универсальный прокатный стан холодной гибки профиля | 1 |
| Штамповочно-отрезное устройство | 1 |
Характеристики:
1. Приводной разматыватель 3-6тонн. Максимальная ширина штрипса 300-700мм. Внутренний диаметр бухты 400 - 600мм.
2. Гидравлический или механический пресс автомат 40-60 тонн(по согласованию с заказчиком) предназначен для перфорации штрипса шириной 50- 650мм.
Толщина штрипса 0,5 - 3мм. Шаг подачи 10--10000мм.
Подача -валковая. Точность подачи 0,05/1000мм.
Скорость штамповки гидравлического пресса 0,7 сек. при шаге 200мм.(15м/мин.).
Скорость механического пресс-автомата при шаге подачи 200мм. – до 60 м/мин.
Потребляемая мощность 7,5 — 15 кВт/час.

4. Прокатный стан 4 — 16 клетей с задающим столом и 2-е турельные клети для правки готового профиля.
Прокатный стан построен по блочной схеме - каждые 4 клети с отдельным приводом является независимой системой.
Клетьевые блоки, турели и задающий стол устанавливаются на общую станину.
Средняя потребляемая мощность для 12-ти клетьевого стана при толщине штрипса 1,5мм и скорости прокатки 50м в мин составляет 10 кВт/час.

Клетьевые валки и валки привалковых изготавливаются из легированной стали с термообработкой до HRC 50— 55ед. Гарантированный ресурс 5 лет при 2-х сменной работе.

Указанные устройства могут быть спроектированы и изготовлены в соответствие с техническим заданием заказчика.
Главный менеджер проекта: Ходыкин Владимир Никифорович
+38 (050) 638-89-59
+38 (057) 392-07-15
- Вход
- О нас
- Как мы работаем
- Загрузить...
- Форум КБ "Сириус"
- Контакты
- Наши проекты
- Статьи
- Библиотека технической литературы
| ••• |
| ••• |
Использование материалов сайта возможно только с письменного согласия учредителей ООО "Конструкторское бюро "Сириус"
Copyright © 1998-2022 by Sirius
Made by КБ Сириус
Mail to webmaster